Last updated: August 15, 2025
Article
Weave Room Frequently Asked Questions
In our weave room, that varies from loom to loom and depends on which warp beam is on the loom and how the loom is drawn in (how the harnesses are threaded). Check out our explanation of different weave patterns to learn about the different kinds of cloth our looms can make. The looms you see in the weave room are either making plain weave of white cloth with a colored stripe down either side, or different twills, such as herringbone.
Check out this link for our article explaining how cloth is made on a loom, including the historic power looms you see in the weave room
The short answer? It depends! How fast the loom is going is determined, in part, by the machine. Modern industrial looms run considerably faster than the early 1900s belt-driven looms on display in the weave room. How quickly a loom makes fabric, and how much, is specific to what kind of cloth the loom is weaving. Two main factors go into how much fabric a loom produces: loom speed and pick count.
Loom speed is measured in picks per minute (ppm). One pick is one pass of the shuttle across the width of the loom, laying down one weft thread. The looms that you see in the weave room are running at approximately 140-150 ppm, so the shuttle goes across the loom more than twice a second!
Pick count is measured in picks per inch (ppi) – in other words, how many weft threads there are in one inch of the fabric. This is set by the gears of the loom that move the fabric forward with each pass of the shuttle.
As a result, the rate that fabric is produced will not be the same on every loom. A fabric with a high thread count will take longer to weaver than a coarser fabric with a low thread count. Take, for example, two looms running at 140 ppm. If one is weaving 70 picks per inch, and the other is weaving 140 picks per inch, in the same amount of time the loom with fewer picks per inch will make twice as much fabric.
These looms were made in Hopedale, MA by the Draper Corporation. They were one of the large manufacturers of textile equipment, but other companies, including the Lowell Machine Shop, also made power looms.
No, although the Boott Mills would have likely used very similar power looms in the early 1900s. That equipment was removed when the Boott closed as a production mill in the 1950s. It was most likely sold to new textile mills opening in the American South.
The looms that you see in the weave room came from a mill in Tennessee. They were brought back to Massachusetts and restored when the weave room was first created. They were originally manufactured for the Borden Mill in Fall River, MA in 1913 and 1922. The pulleys and the line shaft (running along the ceiling) came from another mill in Lowell, the Appleton Mills.
In the weave room, we use electric motors (mounted on the ceiling) to drive the line shafts, which in turn run the leather belts that power our looms.
The first mills used water wheels to drive their line shafts. Next, water turbines drove the line shafts as technology improved. After that, turbines and steam engines powered electric motors to drive line shafts. Eventually, in the mid-1900s, line shafts and belts were replaced by a separate motor for each loom. These motors would be powered by either the wider electric grid or mill-supplied power.
Looms are designed to only run in one direction, either clockwise or counterclockwise. Crossing the belts provides power in both directions from a line shaft that’s only turning one way. This allows the most looms to be powered from one line shaft, since two rows of looms, placed back-to-back, can be powered from one line shaft. 
That can vary a lot from loom to loom! The yarn size, the bobbin size, the shuttle size, pick count (how many threads there are per inch in the fabric), and the fabric width all affect how long the bobbin lasts. Only so much yarn can be wound on a bobbin until it’s too big to fit into the shuttle. In general, more yarn can be wound on the bobbin if the yarn is very fine than if it’s very thick, so bobbins with thin yarn last longer.
That’s a device called the bobbin battery. Early looms were designed to stop when the bobbin in the shuttle ran out of thread. This meant that the weaver had to manually replace the empty bobbin with a full one and re-thread the shuttle so that the yarn would feed out correctly. This limited how many looms one weaver could run, since each loom needed more attention.
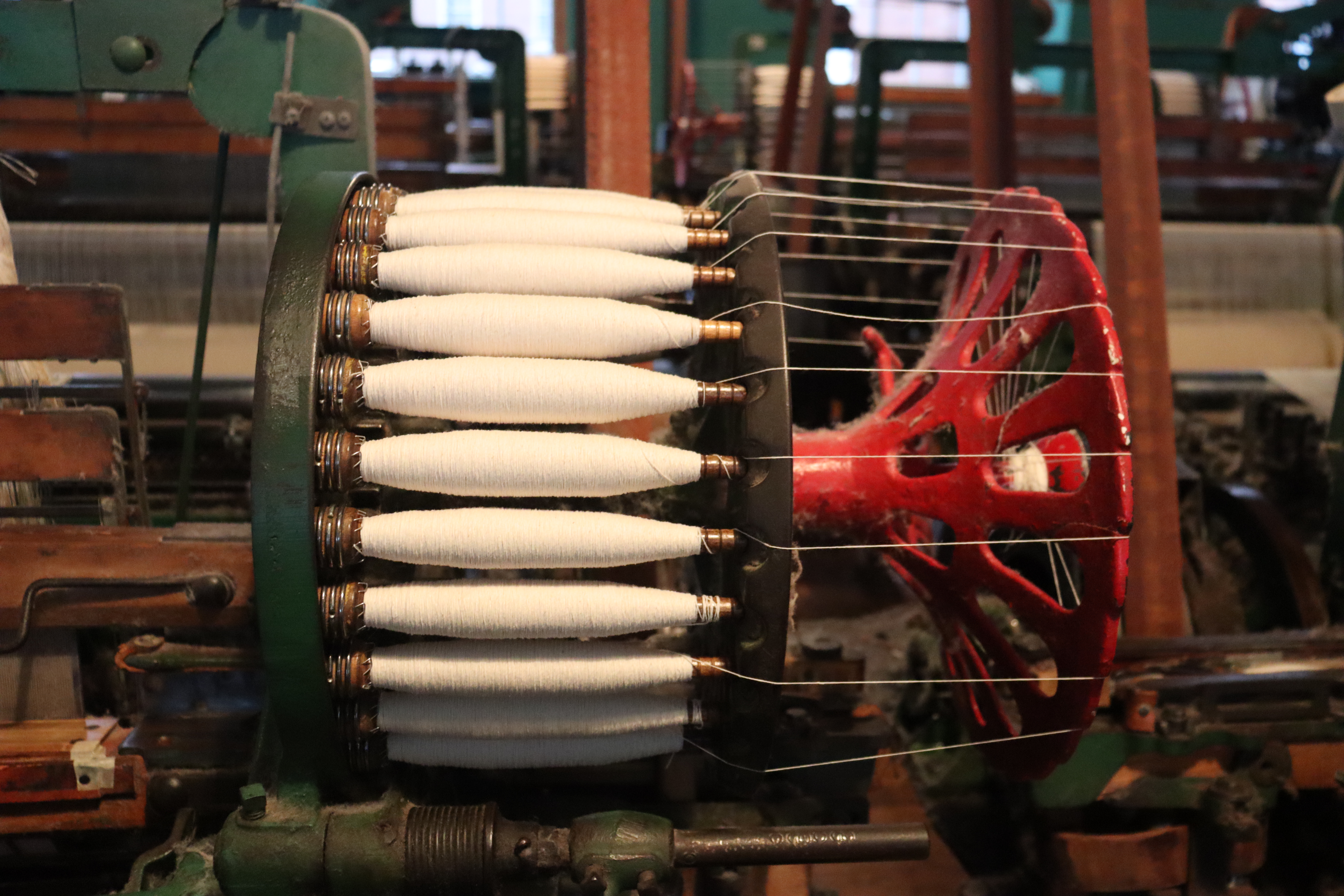
In the 1890s, James Northrop, an employee of the Draper Corporation – the same company that made our looms on display in the weave room – patented the bobbin battery. The battery is a rotating drum, filled with new bobbins, that automatically replaces the bobbin in the shuttle with a full one as it runs out. The empty bobbin drops into the box below the battery to be collected and refilled by a worker. This allows the loom to run without stopping and one weaver to be responsible for many more looms.
That’s one of our bobbin winders. When we buy yarn, it comes wound in cakes or cones. This machine lets us fill our bobbins from these cones of yarn so they can be used in the loom. 
If everything is set up correctly, the loom will stop! These looms were designed with a number of different devices, such as dropwires, to automatically stop the machine if something goes wrong. Running a loom with a broken warp end or an empty shuttle leads to major defects in the fabric, which meant it either couldn’t be sold at all, or would be sold at a much lower price. Like the bobbin battery, these automatic stops allowed one weaver to be responsible for many looms at once.
Like many of the questions about weaving, it depends on a few different factors. The thickness of the warp yarn, the speed of the loom, the thread count of the fabric, and how many hours a day the looms are weaving all go into how long a full warp beam can last. In a production mill, warp beams might last as long as a week. Here in the weave room, since our looms aren’t running all day, every day, our beams may last up to a year.
This mister, which periodically sprays water (you may see it in action during your visit to the weave room), is to maintain the humidity of the room. This makes our cotton yarn more flexible and reduces the amount of lint in the air. Do you notice white spots on the belts driving the looms? Static electricity on the belts attracts minerals in the water, which makes a white coating on the leather.
Although there are almost 90 looms in our weave room, that’s not quite as many as would have been here when this was a production mill! The path down the middle, where you can walk through the weave room, would have been another aisle of looms. Our looms can weave cloth that is about 40” wide, but Draper also made looms that were narrower, to weave fabric about as wide as a tea towel, or wider, to weave fabric as wide as 60 inches. A weave room with narrower looms than ours could fit more looms in the same space, while one with wider looms would have fewer.
A weaver is responsible for their assigned looms. They would make sure the looms were running smoothly and producing fabric without any flaws. Our weavers in the weave room today do many of the same tasks that a weaver in the factories in Lowell would have in the past. They repair broken threads, restart stopped looms, let the loom fixer (the mechanic for the looms) know about any problems with the equipment, and watch the fabric as it’s being woven for any defects.
This would be different across different time periods and be different from mill to mill. Management calculated a weaver’s workload according to the type of loom, the style of fabric, and their experience and skill.
In a weave room like ours, which has about 90 looms, in 1915, there may have been three weavers running the looms, plus an additional spare weaver who would double as a smash piecer (responsible for repairing any major problems with the looms, such as a large number of broken ends).
This also varies from mill to mill, depending on the time period. Early weavers worked an average of 70 or more hours per week and stopped their looms to return to the boarding house to eat lunch. In the later 1800s, production would not stop for the workers to eat.
With the invention of reliable electricity, mills – no longer directly dependent on water power – would run around the clock. In slower times of year, a weaver’s hours might be reduced.
In 1916, roughly the era that our weave room is from, most workers at the Boott Mill earned between $8 - $11.99 a week.
There was – and is – a high potential for injury in the weave room around moving parts, belts, and shuttles. Remember, this equipment is over one hundred years old and was built before the days of modern workplace safety programs. The historic looms lack many of the safety guards and protections you would find in a modern factory.
Some early weavers put cotton fiber in their ears, but loose cotton is not dense enough to reduce the noise to a safe level. It wasn’t until the 1960s that most weavers used hearing protection. Imagine working here for eight, ten, or twelve hours a day without earplugs. What would it be like?
Those are fire buckets, an early form of fire extinguisher! Everyone in the mill would have been aware of the constant danger of fire, especially given that cotton dust in the air is very flammable. 
In the days before electric lighting, every effort was made to maximize natural light. The large windows and white walls are to make the inside of the weave room brighter. The darker color on the lower wall is to look neat and clean, since a white wall would show dirt.
In order to weave cloth on all the looms, we would need a much larger staff and more supplies. Maintaining the looms requires constant attention and time, and preparing them to weave with new warps and drawing them in is also time consuming. Since we’re a museum exhibit, and not a production mill, we can get away with having looms that aren’t running.
This equipment is over a hundred years old and comes with its own set of challenges. One is obtaining the materials needed to make cloth, especially the warp beams. Warping requires its own specialized set of equipment that takes up a lot of space! While mills at the time would have had all the needed equipment in the same building, we have a harder time finding places that can wind warps for us.
Another is maintaining and operating the demonstrations safely. This equipment was made before the days of the Occupational Safety and Health Administration, safety guards, or modern industrial standards, so it requires caution to use and work around while keeping everyone safe.
The biggest difference is that looms today don’t use a shuttle. Instead, different devices, like projectiles, retractable arms, or even jets of air, carry the weft across the loom. This allows modern looms to run much faster than the ones you see in the weave room. Looms today are also computerized, and have electronic, rather than mechanical, controls.
The multistoried brick buildings with wooden floors are a mark of the textile industry’s past. Modern mills aren’t built the same way. Instead, they’re all on one level, and usually made of steel, with concrete floors.